Our Facility for manufacturing of Nitrided / Bimetallic / Extrusion
Manufacturing of Nitrided injection barrels Outside Ø100 to Ø425 mm up to 6000 Length and bore/inside Ø50mm to Ø250mm thru the length.
Nitride barrels are manufactured typically from EN41B , EN42, D2, AISI 4140 HT or similar steels with elements to enhance nitride depth. The barrel is treated using a Plazma Nitriding, Gas Nitriding, Liquid Nitriding process and others.
For example: Gas-nitride method more convenient than other process. The gas-nitride barrel’s bore has a shallow case hard depth of about typical surface hardness up to HRC 55 to 62. Hardness and wear resistance diminishes with depth and wear rate accelerate with operation time. This causes other components such as the feed screw to wear at a faster rate as well. It’s also depends on material chemical composition.
heat treatment selection is depends on material properties/grade.



A wear and corrosion resistant alloy for lining cylinders used in extrusion and injection molding machines comprises tantalum carbide admixed with a nickel-cobalt base alloy. The cylinder lining is preferably prepared by placing a quantity of the alloy in the cylinder and capping the ends of the cylinder. The cylinder is then heated above the melting point of the alloy and spun at a high rate of speed to centrifugally coat the inner surface of the cylinder. The cylinder’s end caps are then removed and the lining finished to the correct internal diameter and finish by conventional lath and hone means. The tantalum carbide added to the base alloy has an affinity for carbon and tends to reduce the free carbon in the final matrix producing a lining which has desirable hardness and corrosion resistance throughout the thickness of the lining.
While it is possible and within the scope of the present invention to add the tantalum carbide in finely divided form to the nickel-cromium base materials at the time the cylinder is to be lined, the preferred method for employing the alloy is to fuse the material together prior to the cylinder lining step. Following the preparation of the fused alloy, the alloy is then subdivided into pellet, shot or some other divided form for use in the cylinder lining process.
Using high wear resistance and corrosion resistant products. Based on its excellent performance, we are able to provide from domestic and international manufacturers with more reliable bi-metal barrels for injection molding machine manufacturing market with compatible cost.


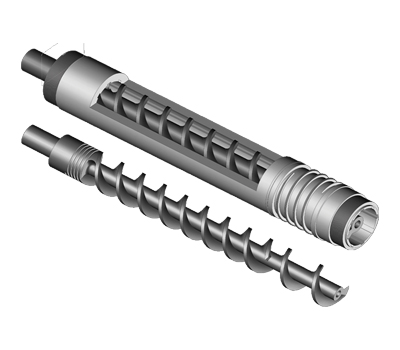
A machine used to extrude materials is very similar to the injection moulding machine. A motor turns a thread which feeds granules of plastic through a heater. The granules melt into a liquid which is forced through a die, forming a long ‘tube like’ shape. The extrusion is then cooled and forms a solid shape. The shape of the die determines the shape of the tube.
Materials such as polystyrene, nylon, polypropylene and polythene can be used in a process called extrusion. These are thermoplastics – this means when they are heated and then pressured in a mould they can be formed into different shapes and sections.
In the plastics extrusion process, raw thermoplastic material, or resin, is gravity fed from a top mounted hopper into the barrel of an extruder. Additives, such as colorants and UV inhibitors, in either liquid or pellet form are often used and can be introduced into the resin below arriving at the hopper. The process has much in common with plastics injection molding though differs in that the process is usually continual. While injection molding can offer many similar profiles in continuous lengths, usually with added reinforcing, the finished product is pulled out of a die instead of extruding the fluid resin through a die.